我们精心制作的<鄂州> 本地 焊管H型钢支持定制批发产品视频已经准备就绪,【解锁新品!】<鄂州> 本地 焊管H型钢支持定制批发产品视频,带你穿越新品体验之旅!
以下是:<鄂州> 本地 焊管H型钢支持定制批发的图文介绍
国耀宏业钢铁有限公司多年经营 鄂州槽钢、等产品。畅销消费者市场,在消费者当中享有较高的地位, 鄂州槽钢、产品品种齐全、价格合理。重信用、守合同、保证 鄂州槽钢、产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。欢迎各界朋友莅临参观、指导和业务洽谈。 承诺:同等质量比价格、同等价格比服务。



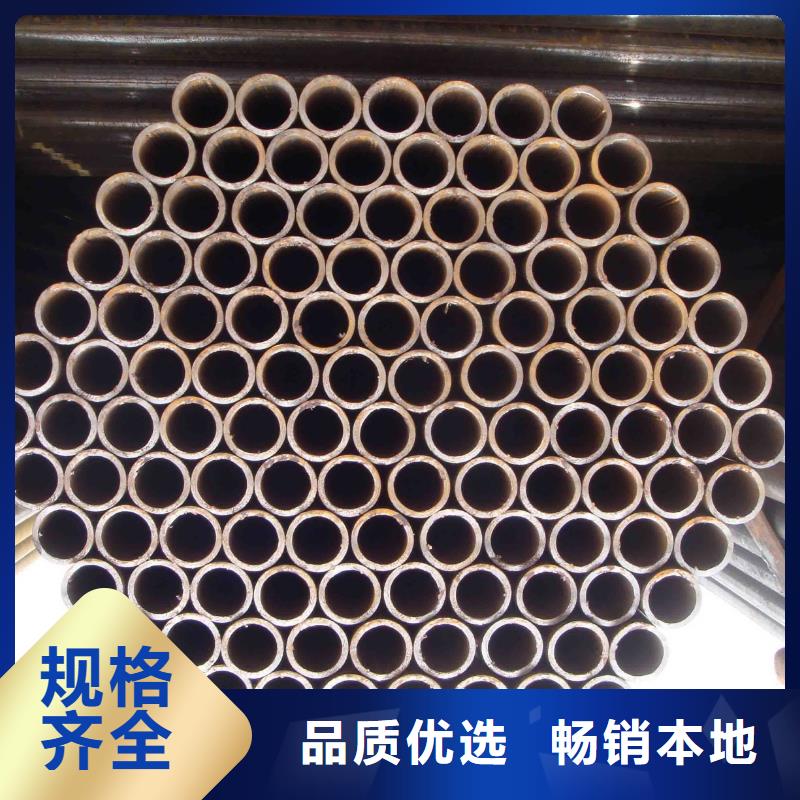
其可分为普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。此外在目前市面上应用比较广泛的还有一种叫做螺旋焊管,该类型产品指的是把低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。
焊管产品不仅类型丰富,而且关于其的加工工艺和成型方法也多式多样。大多数情况下,在成型之后,一道工序都是对焊接后管坯再进行一次全长扩径,以焊接管形质量。也就是说,扩径工艺成为了大口径直缝焊管生产中确保成品管质量的一道重要工序。
所谓扩径,其实是属于一道采用液压或者是机械方法对钢管的内部施加一定作,从而使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且效率更高,因而目前在实际应用中更为常见。尤其是在非常的几条大口径直缝焊管制管线扩径工序中被采用。
总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。



综合来看,预计短期内或窄幅震荡运行。目前本地各家库存低位,部分大户库存也仅为几百吨,且部分规格仍基本断档,对目前的较高价位起了明显支撑作用。此外,因货源相对有限,本周市场报价上扬,目前已高出近100元/吨,因而近期安钢上调的可能性较大,同时焊管市场整体颇显混乱。
分析师认为,目前宏观经济企稳是暂时现象,对于第三季度经济增长表示担忧。至少工业领域很难感受到乐观情绪,目前重要工业品均处于供需失衡,消化过剩的阶段。统计数据显示,今年9月,较前几个月均有明显回落迹象。预计短期内国内焊管预计近期国内涂镀板市场价格仍稳中趋弱。
可见钢厂对中厚板价格下行趋势较为认同。由于近期钢厂方面陆续有资源补充市场,商家坦言库存压力较大,在需求不振日益严重的情况下,供需矛盾尤为明显,市场成交甚是清淡。且距离春节越来越近,市场资金面开始趋紧,商家急于回流资金,大多采取以价换量的操作模式,以求出货。
时下,市场环境不容乐观,在需求仍是决定市场的主导因素下,预计短期内国内焊管市场价格下跌态势不减。预计今天热卷弱势盘整。整体成交以低价居多,因此商家表示需求有限,成交价格却稳中有让。另线材、盘螺资源受低价资源的冲击,价格开始往低位靠拢,态势应有所延续。
市场,上海、杭州、南昌均盘整运行,长沙市场钢厂欲想限价,但支撑力度有限,整体仍偏弱为主。整体看来,预计今地焊管价格或盘整显弱。其余商家均表示出货不好,成交量低,市场过于清淡。上游带钢价格已跌至月初水平,成交仍不好,下游需求不振,观望为主。


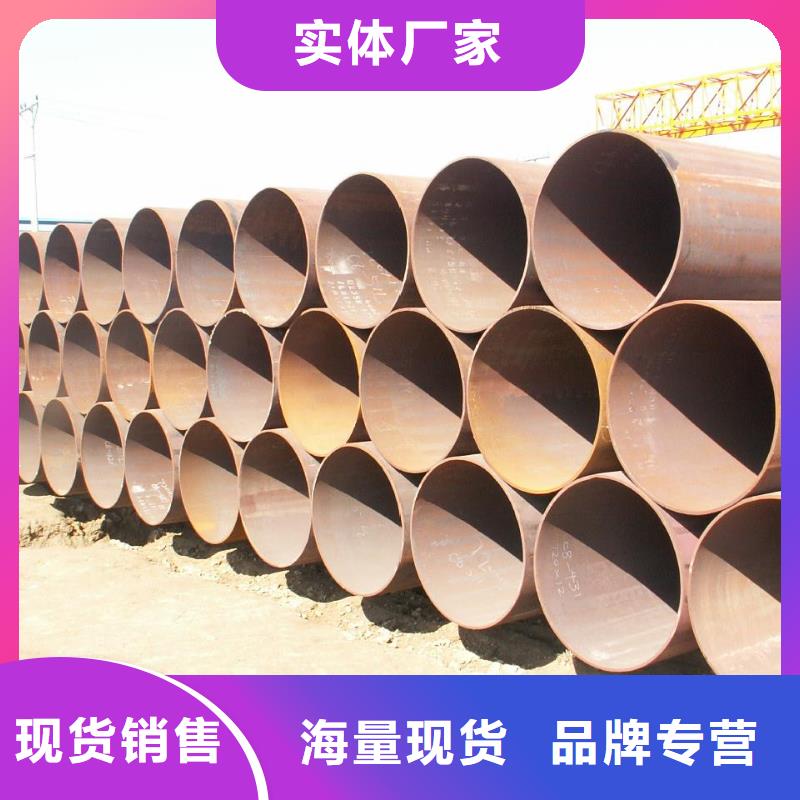
作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。生产工艺编辑螺旋焊管也是焊管设备中的一种,它的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋钢管生产工艺:是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
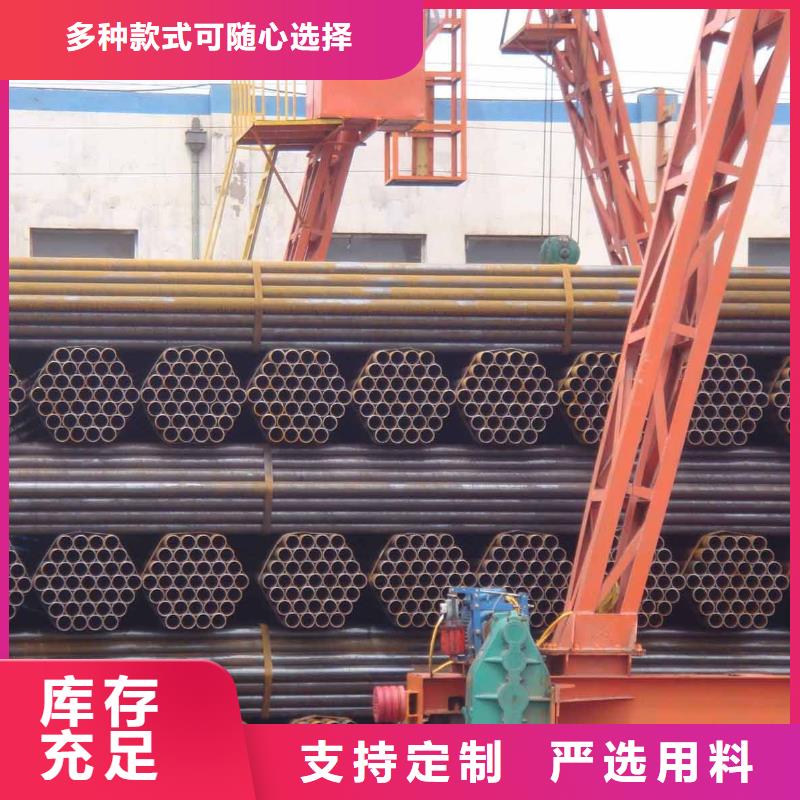
原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。
若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。





 扫一扫
扫一扫